
Mga kinakailangan sa kaligtasan para sa libreng forging sa forging plants
Forgings factory sa librepagpapandayprocessing forgings, higit sa lahat sa pamamagitan ng forging martilyo at pindutin ang dalawang uri, tong Xin precision forgings factory upang ipakilala ang mga kinakailangan sa kaligtasan ng operasyon ng libreng forging.
Bago ang libreng pag-forging, dapat na maingat na suriin ng forging shop kung ang mga bolts, nuts, pin, atbp. ng bawat bahagi ng pangkabit na koneksyon ay maluwag o sira, at kung may mga bitak sa kumbinasyon ng anvil block, ulo ng martilyo, martilyo na pamalo at hilig na kalang. bago simulan ang pagpapanday ng martilyo. Kung may nakitang mga problema, dapat itong malutas sa oras, at suriin ang sitwasyon ng pagpapadulas at pagpapakain ng langis. Ang air martilyo control handle ay dapat ilagay sa isang blangkong posisyon, at ang positioning pin ay ipinasok, at pagkatapos ay maaaring magsimula, at walang laman na operasyon para sa 3 ~ 5 minuto. Ang steam air free forging hammer ay dapat na ibukod ang condensate na tubig sa silindro bago magsimula, at ang tambutso na balbula ay dapat na ganap na buksan bago magtrabaho, at pagkatapos ay bahagyang buksan ang intake valve, upang ang singaw sa pamamagitan ng sistema ng gas pipe upang painitin ang air valve at pagkatapos dahan-dahang buksan ang intake valve, at gawing walang laman ang piston nang ilang beses.
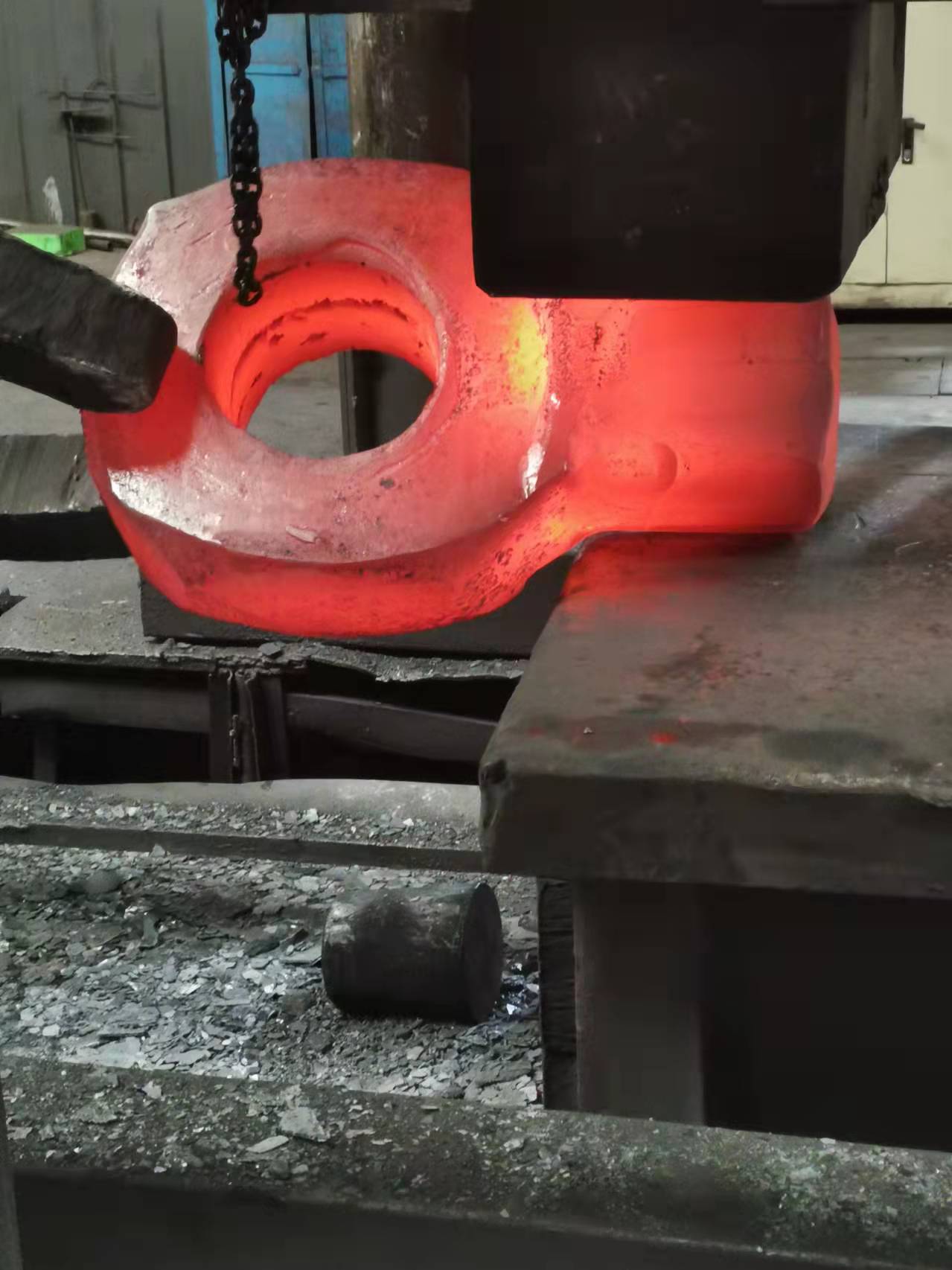
Forgings factory sa taglamig upang painitin ang martilyo baras, martilyo at palihan bloke, preheating temperatura ay 100 ~ 150â. Matapos simulan ang forging hammer, kinakailangang tumutok sa operasyon ayon sa mga tagubilin ng palm fitter at ang mga kinakailangan ng operasyon, at bigyang pansin ang pagmamasid sa anumang oras. Kung ang hindi regular na ingay o abnormal na phenomena tulad ng cylinder head leakage ay natagpuan, ang makina ay dapat na ihinto kaagad para sa pagpapanatili. Iwasan ang eccentric forging, air strike o heavy strike sa mas mababang temperatura, thinner billet, anumang oras upang alisin ang oxide skin sa anvil, upang hindi tumalsik ang sugat o makapinsala sa anvil surface. Kapag sinusukat ang laki ng workpiece o pinapalitan ang tool, dapat alisin ng operator ang kanyang paa sa pedal upang maiwasan ang maling hakbang.
Matapos ang paggawa ng forging, ang ulo ng martilyo ay dapat na maibaba nang maayos, ang mga balbula ng pumapasok at tambutso ay dapat sarado, ang air martilyo ay magbubukas ng switch, at ang shift work ay dapat gawin nang maayos.
Bago ang libreng pag-forging, dapat na maingat na suriin ng forging shop kung ang mga bolts, nuts, pin, atbp. ng bawat bahagi ng pangkabit na koneksyon ay maluwag o sira, at kung may mga bitak sa kumbinasyon ng anvil block, ulo ng martilyo, martilyo na pamalo at hilig na kalang. bago simulan ang pagpapanday ng martilyo. Kung may nakitang mga problema, dapat itong malutas sa oras, at suriin ang sitwasyon ng pagpapadulas at pagpapakain ng langis. Ang air martilyo control handle ay dapat ilagay sa isang blangkong posisyon, at ang positioning pin ay ipinasok, at pagkatapos ay maaaring magsimula, at walang laman na operasyon para sa 3 ~ 5 minuto. Ang steam air free forging hammer ay dapat na ibukod ang condensate na tubig sa silindro bago magsimula, at ang tambutso na balbula ay dapat na ganap na buksan bago magtrabaho, at pagkatapos ay bahagyang buksan ang intake valve, upang ang singaw sa pamamagitan ng sistema ng gas pipe upang painitin ang air valve at pagkatapos dahan-dahang buksan ang intake valve, at gawing walang laman ang piston nang ilang beses.
Forgings factory sa taglamig upang painitin ang martilyo baras, martilyo at palihan bloke, preheating temperatura ay 100 ~ 150â. Matapos simulan ang forging hammer, kinakailangang tumutok sa operasyon ayon sa mga tagubilin ng palm fitter at ang mga kinakailangan ng operasyon, at bigyang pansin ang pagmamasid sa anumang oras. Kung ang hindi regular na ingay o abnormal na phenomena tulad ng cylinder head leakage ay natagpuan, ang makina ay dapat na ihinto kaagad para sa pagpapanatili. Iwasan ang eccentric forging, air strike o heavy strike sa mas mababang temperatura, thinner billet, anumang oras upang alisin ang oxide skin sa anvil, upang hindi tumalsik ang sugat o makapinsala sa anvil surface. Kapag sinusukat ang laki ng workpiece o pinapalitan ang tool, dapat alisin ng operator ang kanyang paa sa pedal upang maiwasan ang maling hakbang.
Matapos ang paggawa ng forging, ang ulo ng martilyo ay dapat na maibaba nang maayos, ang mga balbula ng pumapasok at tambutso ay dapat sarado, ang air martilyo ay magbubukas ng switch, at ang shift work ay dapat gawin nang maayos.
Magpadala ng Inquiry



X
Gumagamit kami ng cookies para mag-alok sa iyo ng mas magandang karanasan sa pagba-browse, pag-aralan ang trapiko sa site at i-personalize ang content. Sa paggamit ng site na ito, sumasang-ayon ka sa aming paggamit ng cookies.
Patakaran sa Privacy